|
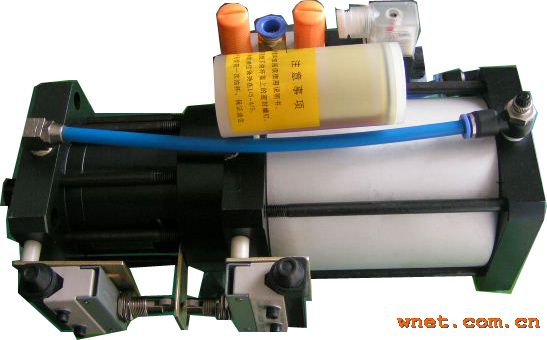
TO系列增压缸为一种气液转换增压缸,具有增压比大,动作时间短,动力来源取得方便,无油压系统温升困扰等特点,主要用于数控铣床、加工中心机床的松刀系统。
一、产品特点:
1.TO系列增压缸为气液转换增压缸,具有能量转换方便,动作噪音小,设备单价较油压设备低廉等优点的节能型增压缸。
2.TO系列增压缸增压迅速,可在极短的时间内将较低的气压输入转换成高的推力输出。
3.增压缸的气缸筒采用优质铝合金,内表面经特殊硬质处理,非常耐磨,而且具有良好的散热性。
4.增压缸的气缸、油缸密封均采用德国、日本进口密封圈,保证长期稳定的良好密封,可以做到几乎零内漏,不用担心失油。
5.气缸控制选用知名台湾品牌微动开关,使用寿命可达1000万次以上。
6.气缸气源控制选用知名台湾品牌亚德客电磁阀,保证控制准确、迅速,使用寿命可达1000万次以上。
7.TO系列增压缸采用法兰与机床连接,气源输入采用快换接头,安装容易,拆卸简便。
二、产品主要参数:(附图1)
型 号 外型尺寸mm 理论出力Kgf 出力行程 往复空气量 增压倍数
L W H 6 5 4
TO350 215 150 315 3546 2955 2364 13mm 1.22 L 591
TO450 215 150 360 4580 3815 3052 13mm 1.75 L 763
TO450A 215 150 410 4580 3815 3052 15mm 2.10 L 763
TO600 220 175 345 6240 5200 4160 15mm 2.82 L 1040
三、产品选用指南:
对于BT40主轴,输入气压为5~6 kgf/cm2时,选用TO350型增压缸,
松刀时间小于0.6s;输入气压为4~5 kgf/cm2时,保证快速松刀,可选用TO450型增压缸。
2.对于BT50主轴,输入气压为5~6 kgf/cm2时,选用TO450A/TO600型增压缸,松刀时间小于0.6s。
四、产品安装注意事项:
确认主轴拉杆端在无刀状态时,拉杆端不会与增压缸松刀顶杆端接触,以免造成主轴在旋转时与松刀顶杆磨擦熔接现象产生。
在主轴拉杆在无刀状态时,拉杆端与增压缸松刀顶杆端之间的间隙应为3~5mm。顶杆伸出距离S=20~35mm。
松刀顶杆的螺纹为M16×1.5左旋,调整方向为顺时针为后缩,逆时针为前伸,每转一圈伸缩量为1.5 mm。
在调校好松刀量后,需用2个螺钉M5×16 (GB70-1985)锁紧,锁紧时注意压板与活塞杆端间隙应在2~3mm方可锁紧,以防松刀顶杆在松刀时因作用力产生松脱。
TO系列增压缸与固定座建议用4个螺钉M10×55 (GB70-1985)固定。连接尺寸见附图1。
微动开关的安全有效接触量为滚轮接触到档条后,再下压2mm为标准量。
使用前须将油杯盖上的密封螺钉旋下,保证油杯内腔与外界大气相通。
液压油标号:推荐使用L-HM32。
油杯内之安全最低油量为1/5,最高油量为4/5。
10.使用前需确认所接电压是否与电磁阀额定电压符合。
11.接气管为10×6.5,输入气源必须经过气源三联件处理,为干燥、洁净的压缩空气,压力为5~6 kgf/cm2。
12.安装完成后先测试动作与压力,在尚未通电前可利用电磁阀上的手动按钮试压动作,以确认安装无误。
13. 使用时须确保增压缸油缸内不可留有气泡(管内残留空气会导致压力不足),在试压动作时,检查油杯内是否尚有气泡冒出,若有,则须连续试压,直至油杯内不再有气泡冒出为止,此时再将油杯内的油量装满4/5油位。
14.仅可立式安装,若需卧式安装需定制专用。
|